最近許多朋友碰到一些診療設備或工藝設備使用壓縮空氣時,壓力震盪與低壓告警;空壓機系統的源頭馬力數、風量與操作壓力都沒有問題,但是高速手機、水雷射、CAD/CAM車機或者是3D金屬列印機使用就是無法順暢。
管徑過小 (需考慮空壓管總長度)與配置不當
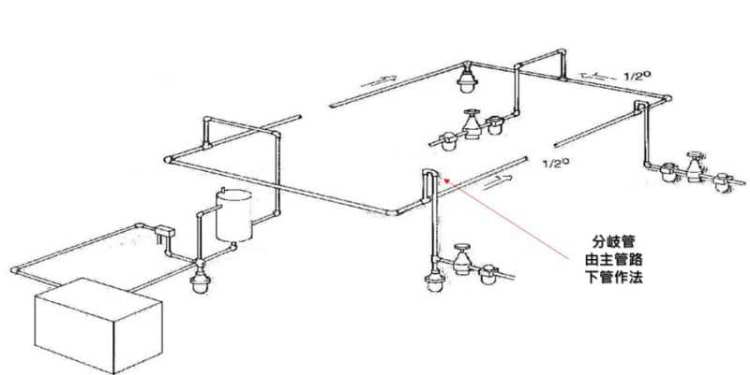
通常在預算允許的情況下,如果作業空間不大且空壓管路總長度不算長 (小於50米以內),我們有時候會建議採用環狀管路 (請參考下圖) 以避免末端壓降的情形發生。
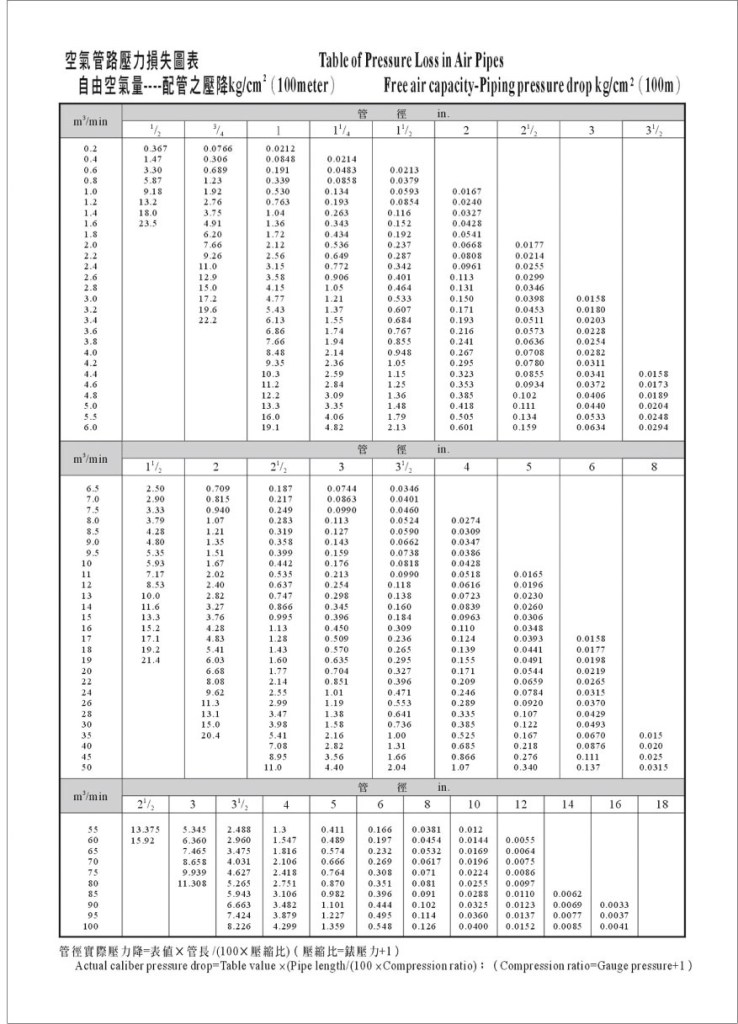
有時候也的確會有預算的限制因素,這個時候合適的空壓管路管徑設計就變得更重要了,尤其是涉及空壓管的距離長短 (請參考下表) 以及各種管路接頭也都會造成依定的壓力損失 (請參考下下表),因此不得不合理計算管徑大小才能夠避免長期供氣不順。
建議在建置新的空壓管路時最好邀請空壓機系統廠商共同參與,或者是找尋有經驗的機電工程人員規劃合理管徑以及空壓管材質,以免日後增加空壓機系統使用上的困擾。
傳輸過程縮管
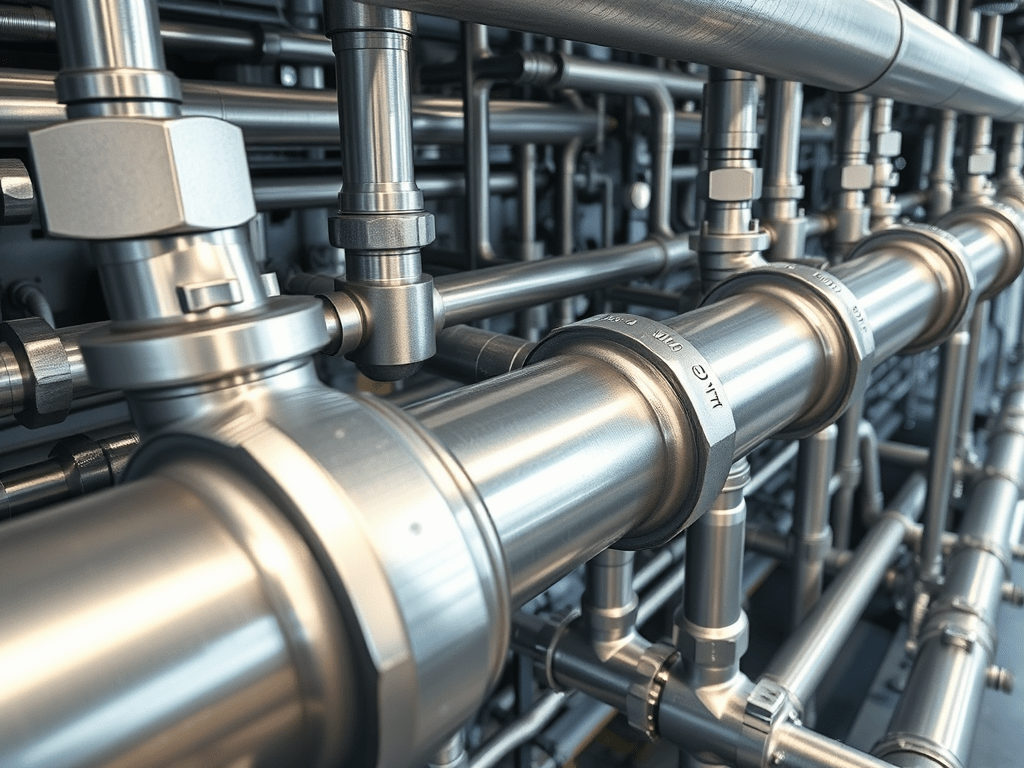
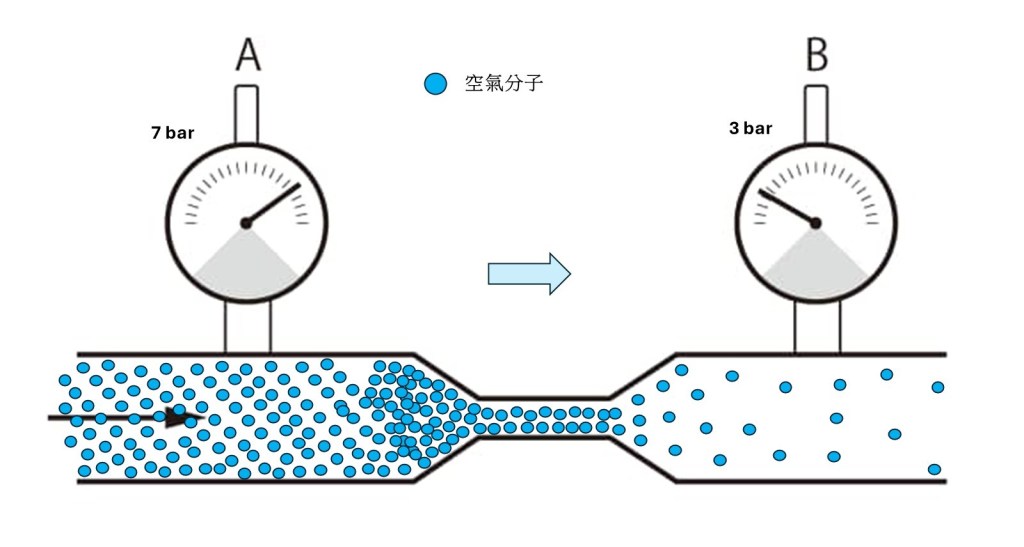
下列第一張示意圖與第二張、第三張實際客戶現場照片是很典型造成壓力損失的狀況;示意圖左側是空氣分子7 bar壓力壓縮後的密度(濃度),管路變狹窄因為氣塞無法順暢流動,右側空間再變大後,空氣分子密度變小,壓力也會瞬間下降,尤其是設備瞬間耗氣變多時更容易發生。
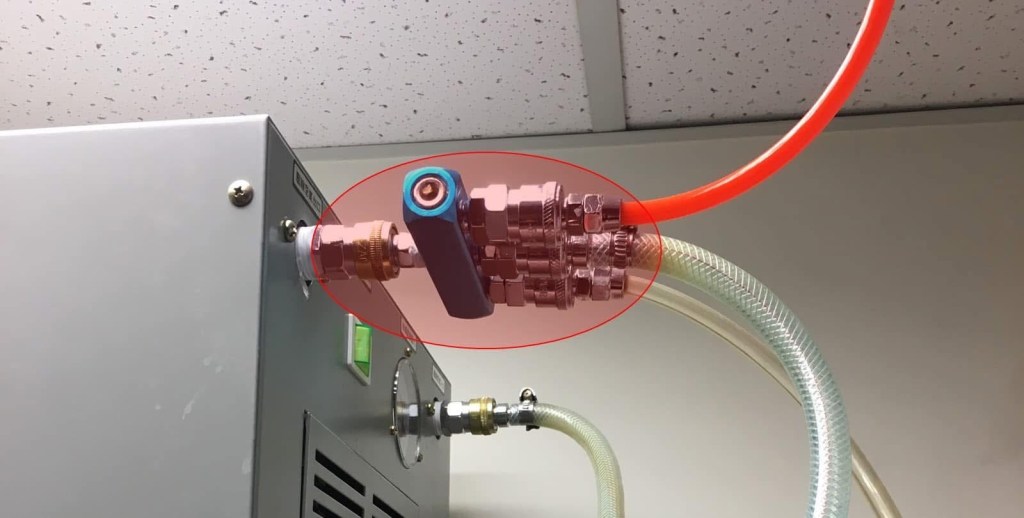
市面五金機械行最常提供的分岐配氣塊為1/4″入口再分出四組1/4″的母快插頭供使用端使用;從照片中可以看出冷凍式乾燥機出口為 Rc 1/2″ 出口接 1/2″ PT 母快插頭,立即由1/2″口徑縮管50 %成為1/4″口徑提供給合計1″的接氣管路使用,用戶在用氣量較大的設備因為壓力震盪且壓力過低導致低壓告警停機。
改善方式就是將乾燥機出口的各個組合修改為1/2″以上的口徑,客戶改善了壓力損失下降的情況,穩定供氣給CAD/CAM車機使用;但是後續半年後因為商用型空壓機無法持續長時間打氣供應給車機而造成機體馬達燒毀,則是後話。

客戶從整廠管路分岐下來的1″管接續了許多接頭、球閥與彎頭,由於造成壓力損失下降,因此採用增壓缸增壓儲存至空氣桶內;空氣桶出口再縮管提供給綜合加工機 (maching Center) 使用。由於採用了相當耗氣得增壓缸 (請參考下列影片),每年無謂耗損排放到大氣的壓縮空氣數萬元。改善措施 : 1) 能夠透過改善縮管就以最節省經費的方式進行消弭縮管環節; 2) 如果管路整改的工程較浩大且不易在短時間內執行,採用增壓機替代浪費氣源的增壓缸。
小結
我們再用塑膠袋來替代空壓管路容積,影片示範當空氣管路口徑太小且太長,或者是傳輸途中嚴重縮管,空氣來不及補過來用氣設備這邊時,狹窄化的空氣管路會因為瞬間用氣變大,管路內空氣來不及補充卻又被快速抽走而迅速壓力下降。
曾經喝珍珠奶茶的時候,因為吸到比較大顆的珍珠讓吸管扁掉?這就是因為大顆的珍珠讓吸管流道變狹窄,嘴巴吸力不變的情況下,吸管內壓力變真空了,所以扁掉了。
獲取更多岩田無油渦卷式空壓機系統在牙科應用?到 牙科空壓機系統 http://www.scroll-compressor.com.tw 專業網站看看👀
聯絡未來服務工業專人 0913-336177 李韋賢先生 / neillee@nextut-service.com.tw 諮詢交流。


