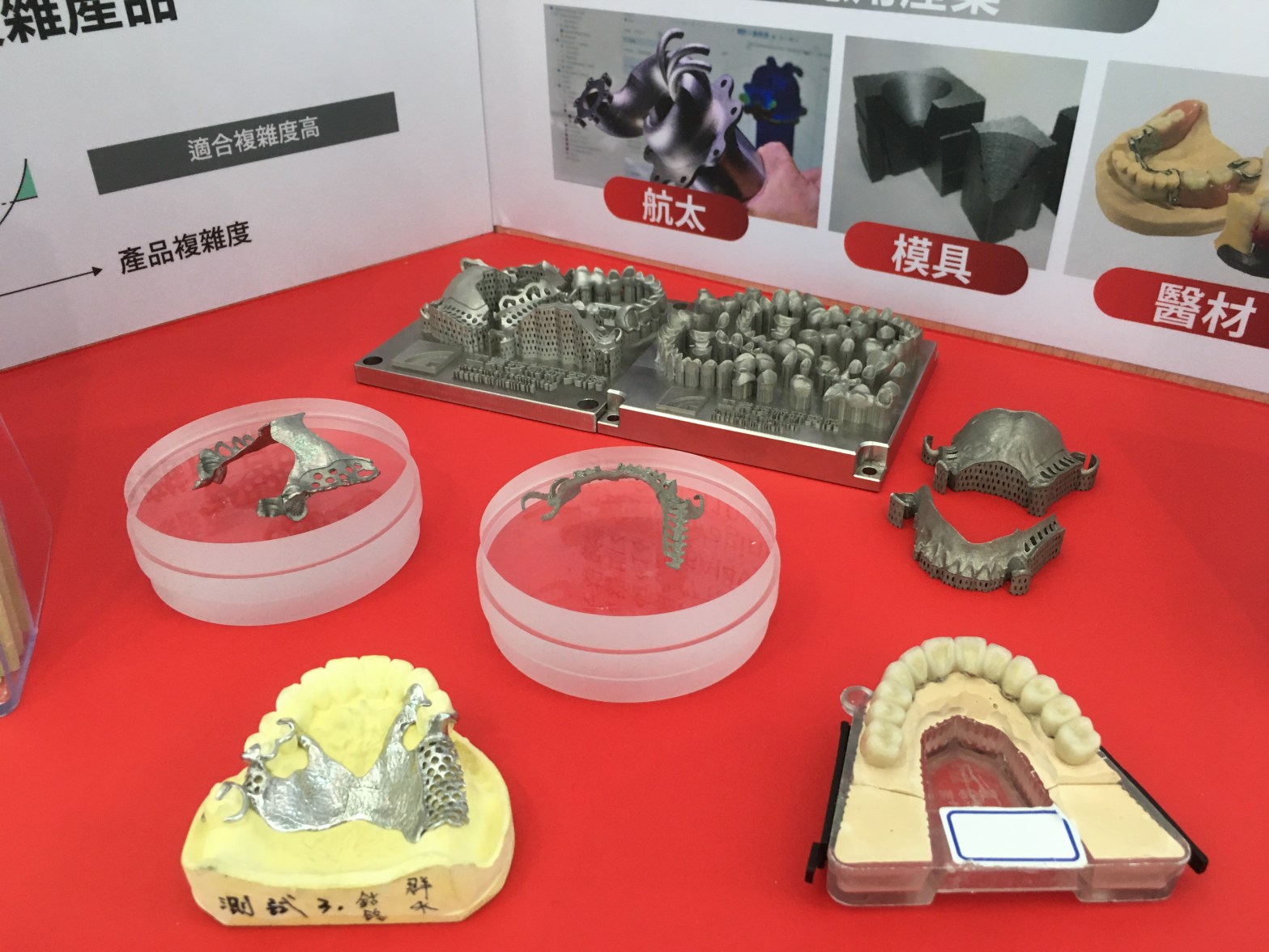
金屬積層製造 (Additive Manufacturing) 由於是加法加工製造,與傳統減法加工必須車銑鑽掉很大部分的材料,加上可以應對少量多樣以及加工特殊曲面或深穴的能力,受到越來越多製造工廠的重視與導入!贋牙加工製造由於每一件Denture都是客製化,因此3D列印越來越受到牙科行業的材料科學與加工工藝的廣泛嘗試應用。
目前金屬3D列印加工機自主技術已經商業化的部份,有國內技術研發龍頭 工業技術研究院南分院,有各類場域應用的產品, 當然國外進口的日本或歐洲產品也是在工廠或其他場域有所著墨;我們除了嘗試透過實際共同服務過客戶的非牙科產業工廠金屬3D列印加工機以及與工業技術研究院南分院的專家們交流,提出我們對該類工具設備對壓縮空氣規格的需求或要求提出空壓機系統方面的專業分享。
壓縮空氣操作壓力需求
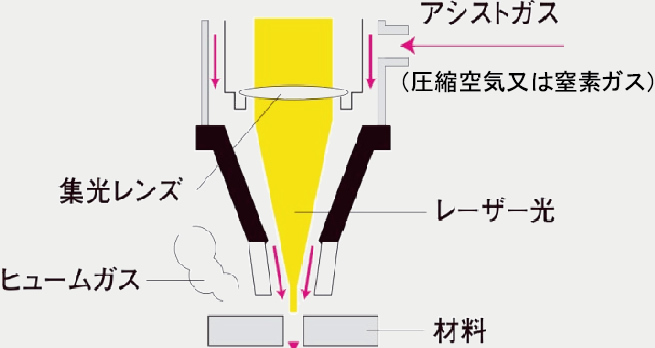
一般而言, 採用雷射激光產品都需要提供一定純度的氮氣給雷射激光二極體 (Laser Diodes),金屬熔融的應用上氮氣產生器會提供不同波段雷射激光所需要的壓縮空氣操作壓力 (Working Pressure)。例如:雷射激光應用在鋼板的切割上,依據鋼板材質與厚度需求的壓力就不太一樣,通常會高達 14 kg/cm2G (1.4MPa;請參考下圖),因此一般會在正常的空壓機系統 (6~7 kg/cm2G) 加裝增壓機 (不建議浪費50%以上氣源且高噪音的增壓缸)。

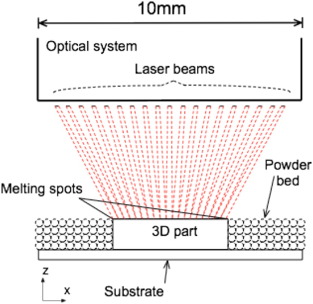
而金屬3D列印雷射激光技術 (請參考下圖) 應用在金屬3D列印加工機時,一般會要求 6~7 kg/cm2G (含) 以上的壓縮空氣操作壓力 提供給 1) 外掛或者是內置加工機台內的氮氣產生器模組產出高純度氮氣 2) 提供潔淨乾燥壓縮空氣來清潔操作過程多次使用之後的雷射集光元件 (請參考下下圖,左側外掛模組箱體內就是氮氣產生模組)。

至於需求的空氣流量則依據能夠加工的材積範圍與各家品牌設計不同而有所不同,依據調查與客戶端應用經驗,需求流量通常落在 200LPM~800LPM 之間 (日本岩田無油渦卷式空壓機 單模組 SLP22EF (三馬力) ~ 雙模組SLP75EG (十馬力) 的機型。需求流量部分的考驗在於氮氣產生器PSA製氮的過程雙塔會不斷地交替吸附壓縮空氣中的水氣以及脫附再生化學分子篩的水氣,這樣的過程會一直耗氣持續整個加工過程 (可能達兩個小時以上);這是目前在牙科應用場域的無油式空壓機一項較需要克服的考驗 (需要工業級全天候可運轉機型)。因此,不少場域採用工業用有油式空壓機,誠如下面即將提到的,有油式空壓機產出的壓縮空氣品質不利於氮氣產生器以及金屬3D加工機的應用 (請參考下列說明)。
壓縮空氣品質規格需求
金屬3D列印的關鍵技術包括:雷射激光技術、光學檢測補償技術、三次元座標量測技術以及材料科學技術;其中會採用的雷射激光技術實現的應用上,涉及到兩個層面會需要用到直接或間接使用到壓縮空氣:
- 集光雷射。
- 光路。
集光雷射或者是光路會有壓縮空氣透過氮氣產生器 (PSA) 所產生的高純度氮氣以及輔助用壓縮空氣;如果壓縮空氣的品質含有油霧 (氣) 或者 水霧 (氣),都容易讓集光雷射的兩個光學鏡片與光路受到汙染,汙染程度越高,雷射的強度將會越來越弱影響到加工品質。另一方面,氮氣產生機 (器) 接收到的壓縮空氣如果含有油霧 (氣) 將會被PSA雙塔 (槽) 內的化學分子篩或氧化鋁吸附,油汙會沾附於乾燥劑上,大大降低功能而必須提早更換或者造成加工品質受影響。
以工業技術研究院或者是日本專攻工廠模具的Sodick而言,都建議採用無油式空壓機並且設計能夠符合一定乾燥潔淨程度的高品質壓縮空氣;最主要的關鍵原因是避免集光雷射、光路以及氮氣產生器的化學分子篩/氧化鋁受到汙染導致金屬3D加工機的性能衰減或者是加工出來的成品/半成品品質不穩定。
瞭解更多空壓機系統應用種類? 歡迎走訪 未來服務工業官網 !
深入探索無油渦卷式空壓機在牙科應用? 到 牙科空壓機系統部落格 逛逛!
聯繫專人 0913-336177 李韋賢先生 / neillee@nextut-service.com.tw 諮詢交流。

珍愛我們的故鄉 (基隆好萊塢)

