
只要是系統制度化的組織, 服務其客戶或客戶的客戶時, 都有一定流程程序, 在行政上稱為SOP (標準作業程序), 而在技術流程上稱為工序或是已整合標準動作與品質要求的作業要領書.
而工序 (工程) 的設計也可以再以系統的觀點方式區分成 群組技術 (Group Technology) 或者是 單件流 (One Piece Flow) 兩類; 這是指正常且順暢的情況下 On Line 的做法, 碰到產品品質不正常或者機器設備不正常或者人機料法中其中一項不正常, 就會採取 Off Line 的線外離線處理的模式; 當然為了讓上下游作業清楚, 也有跟著流程跑的工令或聯絡單.

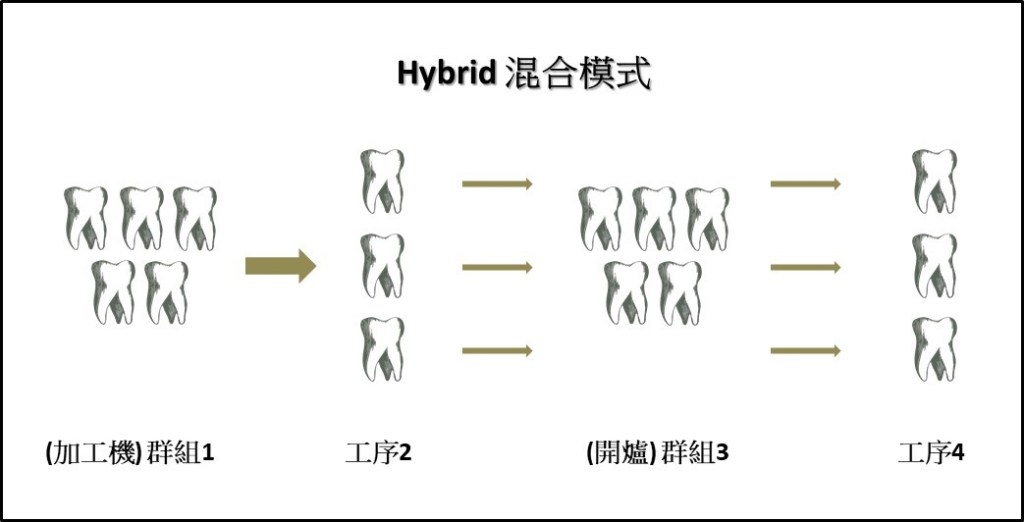
當然實務上也可能會採用機器加工成為一個部門群組, 人員加工或組立成為另外一個部門群組, 然後機器加工部門採用GT, 而人員加工組立部門採用One Piece Flow的 Hybrid 混合模式. 採用GT(Group Technology) 群組模式, 往往是因為希望加工設備稼動率開機就持續 (例 : CAD/CAM加工機 或 3D金屬列印加工機), 原材料樣式 (氧化鋯/金屬粉末) 與治夾具拆換模耗時, 抑或是開機熱爐成本高等限制條件; 其餘工序因為病患客製化的需求而採取單件流模式. 除非像豐田汽車自己拆解所有工序而使用低成本簡單的設備, 以達成精算的Cycle Time 與 節拍Tact Time 單件流.
假設某牙體技術所一天創藝加工50顆贋牙, 且依據標準總共有4個工序, 每個工序各有一台機器或一位技師, 不論使用機器或在技工桌由技師加工1組 (顆) 贋牙的時間都是5分鐘, 而採用GT群組加工的作法每次是以10組 (顆) 再送至下一工序, One Piece Flow則是一次1顆送至下一個工序.
採取群組GT模式的交期
工序一 10顆 x 5分鐘 = 50分鐘–> 工序二 50分鐘–> 工序三 50分鐘–>工序四 50分鐘; 第一顆產出的時間為工令或加工聯絡單開工後的155分鐘, 之後每5分鐘產出一顆, 最後一顆產出的時間是200分鐘之後. 50顆完全完成贋牙創藝總共為1,000分鐘 (16.67小時) (這是理想沒有考慮每個工序間有運送等待的時間時的狀況).
如果機器或人員沒有增加, 每天都必須加班, 並且產出50顆贋牙可能就是極限值.
採取單件流One Piece Flow模式的交期
先不考慮是否有機會可以全工序採用單件流, 概念上每天每一顆投入至完成的時間如下 :

50顆贋牙創藝加工完成的總時間是265分鐘 (4.42小時); 如果不加班, 每天有效工時6小時, 則約可以接受67顆的牙醫診所委託贋牙. 當然, 可能必須與製程設備廠商研究改善的是快速上下料與拆換模(治夾具/刀工具)或者是更節能或更小型的隧道式燒結 (筆者幻想的)….
空壓機系統為何影響牙體技術所交期?
會有兩種情況影響到交期, 包括 : 空壓機系統的設備正常運轉時以及故障停機時.
商用型空壓機過熱時會停機 (狀況一, 持續運轉十分鐘狀況可能停機3~5分鐘), 如果沒有這樣的設計就可能會燒結故障停機 (狀況二). 假設機器沒有故障, 因此在工序一每加工2顆機器就會停機3分鐘, 因此中間可能會待機時間約75分鐘. 不論GT模式或One Piece Flow模式均相同. 工序三 (燒結爐持續用氣冷卻), 則可能會停機同樣75分鐘, 除非放大空壓機馬力數來因應.
設備故障時那問題更麻煩了, 除了材料可能報廢, 空壓機系統萬一沒有備用機器, 廠商沒有備機又或者是根本叫不來處理, 當天可能就無法產出; 如果一拖預估超過幾天, 就不得不外包加工, 來來往往的溝通與往返時間對交期的影響更是顯著, 成本當然也會提高不少.
當然成本影響還比較事小, 影響到病患已經預約好的診療裝贋牙的交期, 這個部分涉及到與牙醫診所的信用關係, 也會影響到日後受委託的案件多寡, 絕對不是一套空壓機系統價差多少的問題.
瞭解更多無油渦卷式空壓機在牙科的應用? 請到 牙科應用部落格 逛逛!
聯繫專人 0913-336177 李韋賢先生 / neillee@nextut-service.com.tw 諮詢交流。

珍愛我們的故鄉

