
3D金屬列印(金屬積層製造技術)在牙體技術所的應用日趨常見;未來服務工業在台灣最大塑膠射出廠的模具部門曾經有應用的實績,雖然日本SODICK並無牙科應用,但相關應用應可作為牙體技術所的專家們交流參考。3D金屬列印必須先提供氮氣給雷射激光,再以各家建議的金屬粉末進行加工成形。氮氣的來源主要有三類(請參考下圖),一般以加工機內置中空絲膜的薄膜氮氣產生器居多(圖一的第二類)、其次為外置氮氣產生機,液態氮則甚少見(除大廠極高品質要求應用外,十分少見)。

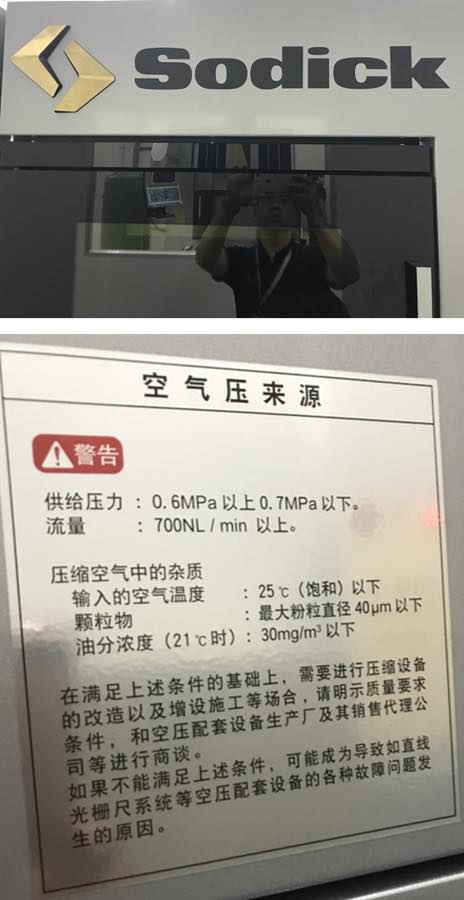
以SODICK內置氮氣產生器的3D金屬列印加工機為例,壓縮空氣規格通常要求壓縮空氣操作壓力6~7公斤,空氣品質要求(下圖)壓力露點攝氏25度C以下、最大固態顆粒40Micron以下、油氣含量每立方米30毫克以下,否則容易導致光學尺(光柵尺)…等故障。我們認為重點還是在於壓縮空氣潔淨程度,因此採用無油式空壓機是避免耗費精神隨時注意擔心油氣、固態顆粒…等污染物(問題是如何注意?)阻絕污染根源做法。
如果採用外置氮氣產生機方式,有幾點必須留意的:
1.氮氣產生機後面最好配置氮氣桶(多數加工機廠商會提供選配或直接標配給客戶),減少脈衝及穩定氮氣供應,至於採用多大的氮氣桶建議詢問加工機廠商。
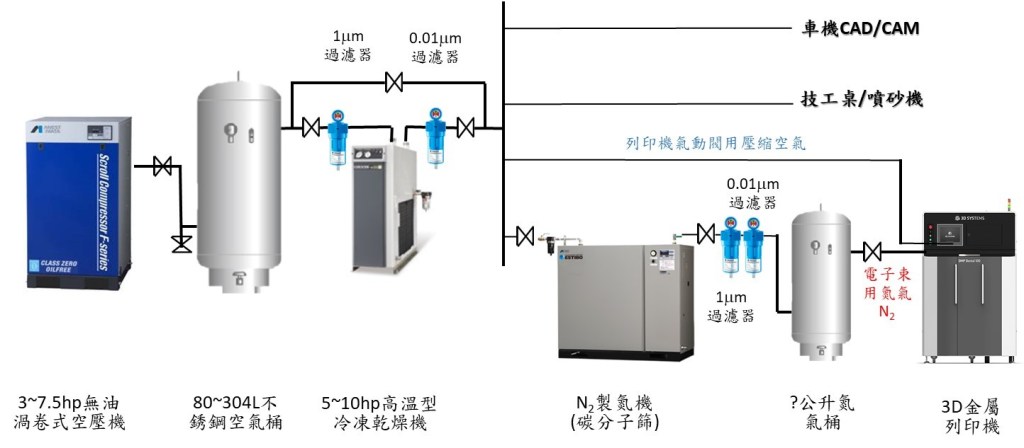
2.通常以壓縮空氣壓力7~8公斤左右供應給氮氣機所產生的能效較優(視3D金屬列印機搭配的製氮純度需求有異; 而在雷射切割應用則視切割的鋼板厚度不同而需要不同壓力);但是仍舊以氮氣機與加工機廠商規格為主要參考依據。如果採用整個作業系統的壓縮空氣為來源,可以選配增壓機來提昇氮氣機所需的局部較高壓力節省能源,而不要提升整個作業區系統壓力。因為每提高1公斤壓力,耗電增加8%。

3.工業型無油渦卷式空壓機是蠻合適應用於3D金屬列印採用的系統(上圖)。依據我們的經驗, 通常3D金屬列印加工機廠商建議的空壓機馬力數或實際排氣量需求會過大, 因為廠商會依據Max的尖端用氣量來提供情報, 我們曾經在加工機廠商建議採用7.5馬力~10馬力空壓機後, 實際估算並測試, 最終只需要3馬力無油渦卷式空壓機就夠用且能夠支持整個牙體技術所用氣!
客戶3馬力渦卷現場 (採用3D金屬列印加工機)

更多未來服務工業關於牙科空壓機系統實務分享?歡迎到 未來服務工業牙科空壓機系統專業網站 http://www.dental-air.com。
聯繫未來服務工業 牙科業務技術 專人 0913-336177 李韋賢先生 / neillee@nextut-service.com.tw 諮詢交流。

安心 = 耐久可靠產品 + 專業快優服務

